On March 18th, 2010 I participated on a panel discussion for the Cruise Lines International Association's Inc. (CLIA) Exhaust Gas Scrubber (EGS) Workshop in Miami, Fl. The workshop was professionally managed by BMT Designers & Planners, a navy architecture and marine engineering firm. The panel was comprised of potential marine exhaust gas scrubber vendors. The intent of the workshop was to provide information to cruise line participants to assess the maturity of the industry and the likelihood that exhaust gas cleaning systems will be a feasible response to the challenges of changes in regulations.
architecture and marine engineering firm. The panel was comprised of potential marine exhaust gas scrubber vendors. The intent of the workshop was to provide information to cruise line participants to assess the maturity of the industry and the likelihood that exhaust gas cleaning systems will be a feasible response to the challenges of changes in regulations.
The industry is evaluating alternatives for meeting upcoming SOx emission limits under Annex VI of Marpol 73/78. The SOx emission limits will require ships to achieve at least a SOx reduction equivalent to 0.1% sulfur fuel by 2015. This requirement can be met by using more expensive, low sulfur fuel, or by scrubbing the exhaust gas stream. The rules essentially require > 97% SOx removal assuming 3.5% sulfur fuel. The International Maritime Organization (IMO) has issued Guidelines for Exhaust Gas Cleaning Systems, Annex 4, Resolution MEPC.170(57), adopted April 4th, 2008 to specify the requirements for testing, survey certification, and verification of exhaust gas cleaning (EGS) systems to ensure compliance with Annex VI.
Envitech first started evaluating the marine scrubber application in early 2008 at the request of one of the major cruise lines. The cruise line was interested in working with a company that could apply industrial air pollution control equipment experience to marine diesel exhaust streams on board a ship. Envitech has deployed many particulate and acid gas scrubbers on a wide range of combustion processes including a seawater scrubber for an industrial waste incinerator at a pharmaceutical plant. Many of these systems are similar process requirements for a diesel engine exhaust. As a result of our evaluation Envitech developed, and recently filed a patent application for, the Hysea Marine Scrubber which is a hybrid seawater scrubber system. We introduced this technology to the industry during the CLIA EGS workshop.
The Hysea Marine Scrubber uses available seawater alkalinity to scrub SOx. The system is chemically assisted with caustic solution (NaOH) to achieve high SOx removal and reduced water flow rates. The chemical consumption is minimal and estimated to be less than 7% of the usage of a closed loop, recirculation system. The system is designed to provide flexibility to operate in two modes:
-
Open Loop/Caustic Reduced Mode - Continuous, once-though liquid discharge.
-
Closed loop/bunkering Mode - Re-circulated seawater with a small discharge stream that can be temporarily bunkered on board the ship.
The discharge liquid in both operating modes is treated to meet regulatory requirements. Because chemical assistance with caustic substantially reduces the water flow rate, the water treatment system becomes more manageable on board a ship. The water treatment system also re-oxygenates the water to meet chemical oxygen demand (COD) standards.
The table below shows a comparison of three different marine scrubber configurations, including:
-
Open Loop - Using once through seawater
-
Closed Loop - Using re-circulated water
-
HySea Marine Scrubber - Using chemically assisted Seawater
| ITEM |
OPEN LOOP |
CLOSED LOOP |
HYSEA |
Water
Open Loop Mode
Closed Loop Mode |
Sea Water
Once-Through
- |
Fresh Water
Re-circulated
- |
Sea Water
Once-through
Re-circulated |
Blowdown, gpm
Open Loop Mode
Closed Loop Mode |
10,000
- |
-
5 |
2,300
5 |
Energy Consumption, kW
Open Loop Mode
Closed Loop Mode |
290
- |
45
- |
90
45 |
Caustic Consumption
(est. average), gph
Open Loop Mode
Closed Loop Mode |
0
- |
-
60 |
4
60 |
A comparison of the operating parameters highlights the reduced water and power consumption of the hybrid system compared to an open loop system. It also shows the substantial caustic reduction compared to a closed loop system. The main advantages of the Hysea Marine scrubber include:
Although the Hysea scrubber was designed for ship board use for a diesel engine exhaust, the same design principals also apply to acid gas scrubbing for land based industrial processes that have access to seawater.
A lot of interest in Marine exhaust gas cleaning systems was expressed during the EGS workshop. However, the cruise line industry is still evaluating the full range of options for complying with Annex VI of Marpol 73/78. The general consensus of the panel participants is that exhaust gas cleaning is not only technically feasible, but provides a compelling financial case as a means for meeting the new regulations.
Please read our case study on reducing SO2 emissions for ships docked at ports by clicking the link below.

Photo Credit: Saint Seminole

 A common application for small scrubber systems is an emergency vent scrubber for laboratories. Envitech's lab scrubber is a packaged packed bed absorber designed for high efficiency removal of water soluble contaminants (e.g. HCl, HF, HBr, SO2, NO2, etc.) from the gas stream and can handle up to 500 acfm of gas at a maximum temperature of 180oF. The system is engineered for reduced footprint at 4 ft x 4 ft and includes a pre-wired control panel and pre-piped service utility connections requiring minimal installation and maintenance costs. Scrubber units are configurable to different levels of automation and treatment applications. A typical application might be a facility with a gas cylinder filling stations laboratory hood vent. The scrubber comes with a fan, pump, instrumentation, and control panel and is shop fabricated and assembled.
A common application for small scrubber systems is an emergency vent scrubber for laboratories. Envitech's lab scrubber is a packaged packed bed absorber designed for high efficiency removal of water soluble contaminants (e.g. HCl, HF, HBr, SO2, NO2, etc.) from the gas stream and can handle up to 500 acfm of gas at a maximum temperature of 180oF. The system is engineered for reduced footprint at 4 ft x 4 ft and includes a pre-wired control panel and pre-piped service utility connections requiring minimal installation and maintenance costs. Scrubber units are configurable to different levels of automation and treatment applications. A typical application might be a facility with a gas cylinder filling stations laboratory hood vent. The scrubber comes with a fan, pump, instrumentation, and control panel and is shop fabricated and assembled.

 standard. The compliance dates for these rules are fast approaching. Facilities with existing equipment must demonstrate compliance to the new standards by October 2014. Envitech is already under contract with several facilities to retro-fit existing medical waste incinerator scrubbers with add-on control equipment to meet the new standards.
standard. The compliance dates for these rules are fast approaching. Facilities with existing equipment must demonstrate compliance to the new standards by October 2014. Envitech is already under contract with several facilities to retro-fit existing medical waste incinerator scrubbers with add-on control equipment to meet the new standards. 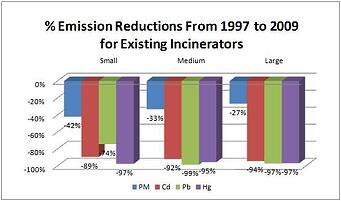 Stack emissions must meet substantially lower limits for Cd, Pb, and Hg. In many cases, this requires add-on controls capable of greater than 90% removal of sub-micron condensed metals. Most facilities are putting on a re-heat and filter package to remove the condensed metals. A few will use wet electrostatic precipitators (WESP) which are more expensive. The ability to meet the new rules using a re-heat and filter package has been demonstrated for lead and cadmium on a commercial and industrial waste incinerator (CISWI). The WESP capability has been demonstrated for reduction of lead emission achieved at a
Stack emissions must meet substantially lower limits for Cd, Pb, and Hg. In many cases, this requires add-on controls capable of greater than 90% removal of sub-micron condensed metals. Most facilities are putting on a re-heat and filter package to remove the condensed metals. A few will use wet electrostatic precipitators (WESP) which are more expensive. The ability to meet the new rules using a re-heat and filter package has been demonstrated for lead and cadmium on a commercial and industrial waste incinerator (CISWI). The WESP capability has been demonstrated for reduction of lead emission achieved at a 
 Kemper County Coal Gasificaton Integrated Combined Cycle (IGCC) Project. The project is a 582-megawatt power plant currently under construction. The facility will convert locally mined lignite coal into energy using a state of the art coal gasification process call Transport Integrated Gasification, or TRIGTM. The process enables a 65% CO2 reduction making green house gas emissions equivalent to similar size natural gas combined cycle power plant
Kemper County Coal Gasificaton Integrated Combined Cycle (IGCC) Project. The project is a 582-megawatt power plant currently under construction. The facility will convert locally mined lignite coal into energy using a state of the art coal gasification process call Transport Integrated Gasification, or TRIGTM. The process enables a 65% CO2 reduction making green house gas emissions equivalent to similar size natural gas combined cycle power plant

 The adjacent photo shows a 400 lb/hr medical waste incinerator scrubber with a Venturi inlet flow rate of 1,200 scfm. The reflux damper can be seen as the white horizontal duct from the ID fan outlet to the Venturi inlet on the right hand side of the rectangular condenser/absorber box.
The adjacent photo shows a 400 lb/hr medical waste incinerator scrubber with a Venturi inlet flow rate of 1,200 scfm. The reflux damper can be seen as the white horizontal duct from the ID fan outlet to the Venturi inlet on the right hand side of the rectangular condenser/absorber box.