
 A refinery is upgrading an SO2 quencher-scrubber treating incinerator exhaust from a thermal oxidizer of a sulfur recovery unit (SRU). The quencher is a re-purposed eductor type Venturi that is at end of life and will be replaced. Scrubber recirculation water passes through a heat exchanger to subcool the gas, eliminating make-up water. Upstream heat recovery is removed which increases the gas flow rate to the scrubber.
A refinery is upgrading an SO2 quencher-scrubber treating incinerator exhaust from a thermal oxidizer of a sulfur recovery unit (SRU). The quencher is a re-purposed eductor type Venturi that is at end of life and will be replaced. Scrubber recirculation water passes through a heat exchanger to subcool the gas, eliminating make-up water. Upstream heat recovery is removed which increases the gas flow rate to the scrubber.
 The customer selected Envitech to provide a replacement quencher and to make scrubber modifications to accommodate higher gas flow. The new quencher is an Envitech design sized to fit into existing footprint, platforms, and flange connections. Water injection through open ports in the quencher throat eliminates a spray nozzle to improve reliability and maintenance. Recirculated water to the quencher is significantly reduced. Existing pumps are oversized but reused by recirculating excess water from the discharge to the pump return. Scrubber packing and mist eliminator are redesigned using high performance components for larger gas flow and reduced pressure drop.
The customer selected Envitech to provide a replacement quencher and to make scrubber modifications to accommodate higher gas flow. The new quencher is an Envitech design sized to fit into existing footprint, platforms, and flange connections. Water injection through open ports in the quencher throat eliminates a spray nozzle to improve reliability and maintenance. Recirculated water to the quencher is significantly reduced. Existing pumps are oversized but reused by recirculating excess water from the discharge to the pump return. Scrubber packing and mist eliminator are redesigned using high performance components for larger gas flow and reduced pressure drop.
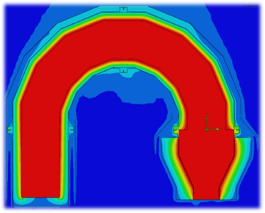
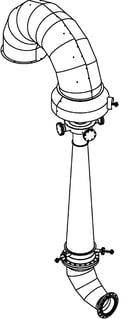
Envitech performed a thermal study using SolidworksTM modeling on the flange connection between the ductwork and mating quencher inlet flange. Study results were used to ensure proper material selection. Scope of supply includes two 90o refractory lined duct elbows connecting to the quencher.
The elbows are insulated with a rain shield. The connecting 90o elbow to the quencher is mitered with a flange and transition section using high temperature alloy. All supplied equipment is compliant with refinery quality and design specifications. Coordination with the end-user and 3rd party engineering firm ensures fit-up and proper mechanical design for interconnecting ductwork and connections.
The scrubber upgrade meets the below design parameters and allows the plant to safely to operate with higher flow while re-using a substantial amount of existing equipment.
| Design | Value |
| Flow rate, acfm | 10,400 |
| Inlet temp, oF | 1,500 |
| SO2 load, lb/hr | 223 |
| SO2 removal | > 99.9% |
Click on the link below to download literature about this application.
