
 The California Air Resource Board (CARB) is considering new rules in California affecting chrome plating processes for metal finishers. An estimated 100,000 people participate in the chrome plating supply chain. A hundred and fifty chrome plating operations are in California. Eighty to ninety of those are for defense and aerospace applications.
The California Air Resource Board (CARB) is considering new rules in California affecting chrome plating processes for metal finishers. An estimated 100,000 people participate in the chrome plating supply chain. A hundred and fifty chrome plating operations are in California. Eighty to ninety of those are for defense and aerospace applications.
Decorative chrome plating is utilized in the consumer marketplace. Functional plating is utilized by the aerospace and defense industries and includes hard plating and chromic acid anodizing. Hard plating provides extremely hard, corrosion resistant coatings with exceptional wear, abrasion, and corrosion resistance. Chromic acid anodizing creates a thin aluminum oxide film used for flight-critical aluminum components subjected to high stresses, such as landing gear. Functional plating processes must meet strict OEM and MIL-SPEC defense requirements.
Many chrome plating operations started out in remote locations. Communities have built up around these facilities over time. Close proximity between communities and plating facilities increase public health risk. CARB had proposed new rules to mitigate these risks by requiring facilities to transition from the use of hexavalent chromium for decorative and functional plating to alternative technologies, largely based on trivalent chromium technologies. Processes affected by the proposed transition timeline are strictly controlled and require extensive qualification. Because industry viewed the timeline as extremely aggressive CARB has withdrawn the proposed rules and will propose new rules in the months ahead.
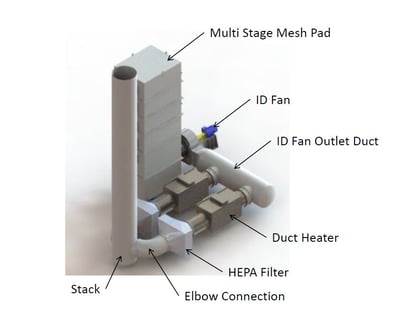
Existing hexavalent hard and decorative chromium electroplating and chromic acid anodizing facilities need to meet a hexavalent chromium limit of 0.0015 milligrams/ampere-hour as measured after an add-on air pollution control device. The size of the air pollution control (APC) system depends on the ventilation gas flow rate. A typical large plating operation may be comprised of several plating tanks with a ventilation flow rate of 40,000 to 50,000 acfm. The APC technology is comprised of a multi-stage mist elimination followed by HEPA filters for final polishing. The above figure provides an isometric view of a system. The footprint is 45 ft by 30 ft with a height of 31 ft to the top of the vessel. The vessel and ductwork are constructed from fiber reinforced plastic (FRP) to provide structural integrity to meet wind and seismic requirements as well as long life. FRP doubles the life of equipment compared to lower cost polyvinyl chloride (PVC) material which has also been used for material of construction.
Vent gases enter the bottom of the mist eliminator vessel and passes vertically upward through mesh pad stages in series. A recirculation pump recirculates dilute chromic effluent from the vessel sump to provide a continuous wash on some of the mesh pad stages. A periodic fresh-water wash is applied to the other stages. Wash water falls by gravity and is collected in the vessel sump. A blowdown stream from the discharge side of the pump purges the system of collected contaminants into a separate storage tank.
After the final mesh pad stage, the gas passes through an internal duct to exit the mist eliminator vessel near grade into an induced draft fan. For additional performance, the gas then splits into two separate lines into a re-heater duct to heat the gas above the dew point before entering a HEPA filter for final contaminant removal. Reheat minimizes condensation fouling in the HEPA filters. After the HEPA filters the gases enter a common stack before exhausting to atmosphere.
The challenge for meeting the emission limits is the mesh pad performance is dependent on the aerosol droplet size formed by the bath solution. Mesh pad suppliers provide performance characteristics down to a specific droplet size. Multi-stage mesh pads may be sufficient to meet the 0.0015 milligrams/ampere-hour limit. Downstream HEPA filters provide additional assurance performance guarantees are met under all conditions.
Click on the link below to download Envitech brochures.

 Envitech developed a
Envitech developed a  Another example is a process vent scrubber for a blending facility in South Carolina that produces crop protection products for agricultural markets. The vent stream is 1,500 cfm and includes HCl and water soluble particulate greater than 3 micron in size. The Envitech lab scrubber was configured to include a low pressure drop Venturi for particulate control combined with a packed bed absorber for HCl control. The system includes instruments, control system, recirculation pump, pre-assembled piping, valves, and fittings, interconnect duct, ID fan, and stack.
Another example is a process vent scrubber for a blending facility in South Carolina that produces crop protection products for agricultural markets. The vent stream is 1,500 cfm and includes HCl and water soluble particulate greater than 3 micron in size. The Envitech lab scrubber was configured to include a low pressure drop Venturi for particulate control combined with a packed bed absorber for HCl control. The system includes instruments, control system, recirculation pump, pre-assembled piping, valves, and fittings, interconnect duct, ID fan, and stack.  A different use for a lab scrubber includes an ethylenediamine (
A different use for a lab scrubber includes an ethylenediamine (
 Ethylene amines are one of the major chemical building blocks. Ethylene amines include ethylenediamine (EDA), diethylenetriamine (DETA), triethyltriamine (TETA) as well as other longer chained ethylene amines. Amongst its many uses, ethylene amine is one of the two principal chemical ingredients in making ethylenediaminetetracetic acid (EDTA), the most common chelating agent in the world. Diamines are also used in the manufacture of the ubiquitious textile Nylon. Due to its excellent properties, it is also used extensively in the asphalt, petrochemical, rubber, pesticide, and paper industries.
Ethylene amines are one of the major chemical building blocks. Ethylene amines include ethylenediamine (EDA), diethylenetriamine (DETA), triethyltriamine (TETA) as well as other longer chained ethylene amines. Amongst its many uses, ethylene amine is one of the two principal chemical ingredients in making ethylenediaminetetracetic acid (EDTA), the most common chelating agent in the world. Diamines are also used in the manufacture of the ubiquitious textile Nylon. Due to its excellent properties, it is also used extensively in the asphalt, petrochemical, rubber, pesticide, and paper industries.