
 Waste oil is recycled and refined into low sulfur marine diesel and other industrial fuels at West Coast refineries. Waste gas is sent to thermal oxidizers for volatile organic compound (VOC) destruction. Sulfur compounds in the waste gas are oxidized to SO2 and removed by a packed bed scrubber. A fraction of SO2 converts to sulfur trioxide (SO3) before entering the scrubber. SO3 further converts to sulfuric acid (H2SO4) and generates a submicron liquid mist upon quenching the gas. New ground level pollutant regulations require removal of sulfuric acid mist before exhausting the flue gas to atmosphere. A multi-pollutant solution is needed to remove both SO2 and sulfuric acid mist.
Waste oil is recycled and refined into low sulfur marine diesel and other industrial fuels at West Coast refineries. Waste gas is sent to thermal oxidizers for volatile organic compound (VOC) destruction. Sulfur compounds in the waste gas are oxidized to SO2 and removed by a packed bed scrubber. A fraction of SO2 converts to sulfur trioxide (SO3) before entering the scrubber. SO3 further converts to sulfuric acid (H2SO4) and generates a submicron liquid mist upon quenching the gas. New ground level pollutant regulations require removal of sulfuric acid mist before exhausting the flue gas to atmosphere. A multi-pollutant solution is needed to remove both SO2 and sulfuric acid mist.
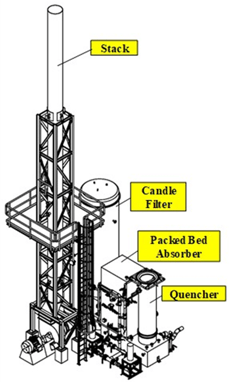
The customer selected an Envitech SO2 scrubber, candle filter system. The arrangement includes a quencher to cool the gas to saturation, a caustic packed bed absorber to remove SO2, and a candle filter to capture sulfuric acid mist. Internal ducts with outlets near grade simplifies ductwork between the caustic scrubber and candle filter and between the candle filter and ID fan. The scrubber comes with pre-assembled pump skids. Instruments are pre-mounted in pre-assembled piping and pre-wired to a junction box to reduce installation time and cost.
Both scrubbers have been shipped to the sites. The smaller system was put into service in early 2020. The scrubbers meet the design conditions summarized below.

DESIGN PARAMETERS
| Design | Plant 1 | Plant 2 |
| Flow rate, acfm | 10,000 | 4,500 |
| Inlet temp, oF | 1,600 | 376 |
| SO2 removal | > 90% | > 95% |
| H2SO4 removal | > 99% | > 99% |
Click on the link below to download a case study and related wet scrubber literature.
