
Venturi Scrubbers are used to control particulate on a wide range of applications including medical and hazardous waste incineration, pot ash mining, sewage sludge processing and incineration, coal drying, tire manufacturing, and copper roasting. One particular application is glass fiber manufacturing which can include both textile fiber and wool fiber insulation. Both types of fibers are manufactured by similar processes which use high-temperature to convert raw materials (predominantly borosilicates) into glass fibers. Emissions control is needed for both glass melting and fiber forming and finishing processes. A survey of stack test data from 10 manufacturing lines at different glass furnace operations demonstrate typical particulate emissions in the range of 0.0035 gr/dscf to 0.015 gr/dscf for volumetric gas flow rates ranging from 20,000 dscfm to 50,000 dscm. Most of these lines use a 10 in. W.C. pressure drop Venturi scrubbers. A few use wet electrostatic precipitators (WESP’s). Stack test data and particle size distribution (PSD) data indicate there can be significant differences in particle size distribution between different glass furnace manufacturing lines which account for the range in outlet concentrations. The figure on the right shows removal efficiency by particle size for a 10” pressure drop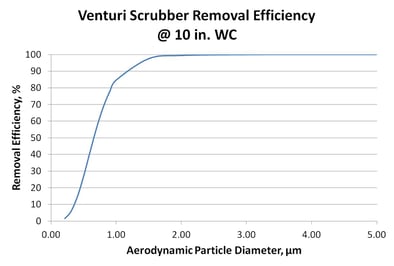 Venturi. It indicates that nearly all particles > 2 micron in size are removed by the Venturi. Performance drops off dramatically, however, for smaller particles. Mechanisms for particulate removal by a Venturi scrubber are discussed in more detail in an earlier blog post, dated April 14, 2016.
Venturi. It indicates that nearly all particles > 2 micron in size are removed by the Venturi. Performance drops off dramatically, however, for smaller particles. Mechanisms for particulate removal by a Venturi scrubber are discussed in more detail in an earlier blog post, dated April 14, 2016.
The image below shows a typical Venturi scrubber used for glass fiber manufacturing facility. The process exhaust gas passes through the Venturi scrubber throat for particulate removal. The Venturi has a variable throat damper that is pneumatically actuated for maintaining the Venturi scrubber 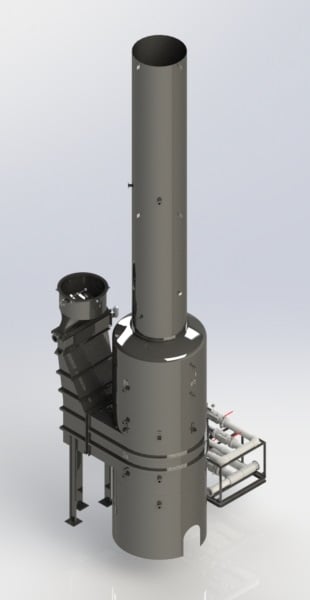 pressure drop over a minimum and maximum gas flow rate. The damper position is governed by proportional-integral-derivative control based on the differential pressure across the throat.
pressure drop over a minimum and maximum gas flow rate. The damper position is governed by proportional-integral-derivative control based on the differential pressure across the throat.
After the Venturi scrubber throat the gas passes through a flooded elbow and enters a vertical entrainment separator through a tangential inlet. Large water droplets are removed by centrifugal forces by the spin induced by the tangential entry. After passing through internals to smooth the gas flow distribution, the gas passes through a vertical chevron style mist eliminator to remove remaining water droplets from the gas. A spray header provides a periodic wash to keep the chevrons clean from particulate and debris. Liquid from the Venturi is collected in the entrainment separator sump and re-circulated to the Venturi throat. A blowdown stream is taken from the recirculation line to purge the collected particulate.
Venturi scrubbers have proven to be highly reliable on a wide range of applications, including several collecting fibrous material. Several considerations should be taken into account to design reliability into the system. A well designed Venturi scrubber can operate continuously with just one or two shifts of maintenance per year. Although Venturi scrubbers are quite common on glass fiber manufacturing lines some sites have relied on wet electrostatic precipitators (WESP) to meet emission limits. This may be driven by a combination of the particle size distribution (PSD) of the process and site specific permit limits. In general, a WESP is used when there is a large fraction of submicron particulate that exceeds the capability of the Venturi scrubber to meet the permit limit. A WESP has higher capital cost, but will have lower operating cost from lower energy consumption.
Click on the icon below to view a video of a variable throat Venturi scrubber damper blade.

