
In October 2014, existing medical waste incinerators had to be compliant with the US EPA’s new Hospital, Medical, and Infectious Waste Incinerator (HMIWI) MACT standards. Nearly all of the systems that planned to continue incineratrion had to be upgraded with add-on controls to meet particulate (PM), lead (Pb), mercury (Hg), Cadmium (Cd), dioxins/furans (D/F), or a combination of the pollutants. Pb was the most common of those pollutants requiring additional capture.
Envitech upgraded scrubbers for three existing medical waste incinerators. In October 2015, I presented a  paper at the International Conference of Thermal Treatment
paper at the International Conference of Thermal Treatment  Technologies and Hazardous Waste Combustors (IT3/HWC) about using a wet electrostatic precipitator (WESP) on the National Institute of Health’s (NIH’s) Rocky Mountain Lab (RML) existing medical waste incinerator. Envitech also designed and built a fourth scrubber system which was permitted as a large (> 500 llb/hr of waste) new medical waste incinerator. The table below compares the previous 1997 standard for lead (Pb) for a large incinerator to the current (2009) standard for an existing incinerator and a new incinerator.
Technologies and Hazardous Waste Combustors (IT3/HWC) about using a wet electrostatic precipitator (WESP) on the National Institute of Health’s (NIH’s) Rocky Mountain Lab (RML) existing medical waste incinerator. Envitech also designed and built a fourth scrubber system which was permitted as a large (> 500 llb/hr of waste) new medical waste incinerator. The table below compares the previous 1997 standard for lead (Pb) for a large incinerator to the current (2009) standard for an existing incinerator and a new incinerator.
As shown, the current emission limit for an existing incinerator is just 3% of the limit for the 1997 standard. Add-on controls need to achieve 97% reduction in Pb for medical waste incinerators just meeting the previous limit. This is a significant reduction.
Lead (Pb) Emission Limits for Large Incinerators, mg/dscm
- 1997 standard 1.2
- 2009 standard existing 0.036
- 2009 standard new 0.00069
 Pb reduction for a new large medical waste incinerator is even more dramatic. The emission limit is a mere 0.06% of the 1997 standard. Compared to an existing system permitted to the new standard, a large new medical waste incinerator must emit 2 orders of magnitude less Pb.
Pb reduction for a new large medical waste incinerator is even more dramatic. The emission limit is a mere 0.06% of the 1997 standard. Compared to an existing system permitted to the new standard, a large new medical waste incinerator must emit 2 orders of magnitude less Pb.
Envitech’s scrubber for a permitted new medical waste incinerator recently passed the stack test and demonstrated compliance with Pb emission less than 0.00069 mg/dscm. We believe it’s the only systems in operation today that is compliant with the HMIWI MACT standard for a large, new medical waste incinerator.
It is interesting that despite the ultra low emission standards required by the HMIWI MACT standard, there is still significant public resistance to new permitted systems. It’s clear the public doesn’t understand the impact of these rules and how far technology has come to enable environmentally friendly and safe operation of these systems. The role of these captive systems (treating waste from the facility where it is generated) may become more important in emergency response plans of state and local governments. This was evident during the recent Ebola episode where large amounts of waste needed to be treated and disposed. Some would claim that treating the waste at the facility where it is generated poses less public risk than transporting the waste on public roads and highways to a centralized hazardous waste facility. More work needs to be done to educate the public on the capability of these advanced emission control technologies.
For more information on this topic, please read our paper at the IT3 conference.

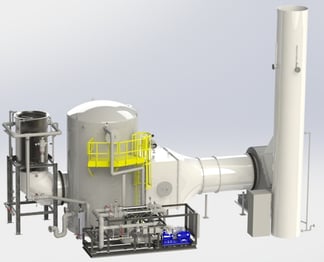

 incinerator. The incinerator exhaust is ducted to a metal quencher (shown in the foreground). The hot gas enters the top of the quencher and flows vertically downward. The gas then elbows into the bottom of a vertical packed bed scrubber (shown in the background). The gas passes upward through the packed bed as re-circulated water flows downward, counter-current to the gas from the top of the packed bed. Water from the quencher and packed bed is collected in the sump and re-circulated back to the quencher and packed bed. An entrainment separator at the top of the scrubber removes entrained water droplets. After exiting the scrubber vessel, an interconnect duct transports the gas to a induced draft fan located at grade.
incinerator. The incinerator exhaust is ducted to a metal quencher (shown in the foreground). The hot gas enters the top of the quencher and flows vertically downward. The gas then elbows into the bottom of a vertical packed bed scrubber (shown in the background). The gas passes upward through the packed bed as re-circulated water flows downward, counter-current to the gas from the top of the packed bed. Water from the quencher and packed bed is collected in the sump and re-circulated back to the quencher and packed bed. An entrainment separator at the top of the scrubber removes entrained water droplets. After exiting the scrubber vessel, an interconnect duct transports the gas to a induced draft fan located at grade.


 cinerator and waste heat boiler treats the TGTU off-gas before it is exhausted to atmosphere. During normal operations, there is very little SO2 emissions due to the high sulfur recovery. However, TGTU upsets can occur several times per year which sends unrecovered sulfur to the incinerator. During these upsets, SO2 emissions can be as high as 1 tph or more for a period of 8 to 12 hours.
cinerator and waste heat boiler treats the TGTU off-gas before it is exhausted to atmosphere. During normal operations, there is very little SO2 emissions due to the high sulfur recovery. However, TGTU upsets can occur several times per year which sends unrecovered sulfur to the incinerator. During these upsets, SO2 emissions can be as high as 1 tph or more for a period of 8 to 12 hours.
 In 2012 Envitech designed and built a
In 2012 Envitech designed and built a 
 from the earth’s geothermal resources into electrical energy. The fluids are recovered in the
from the earth’s geothermal resources into electrical energy. The fluids are recovered in the


 standard. The compliance dates for these rules are fast approaching. Facilities with existing equipment must demonstrate compliance to the new standards by October 2014. Envitech is already under contract with several facilities to retro-fit existing medical waste incinerator scrubbers with add-on control equipment to meet the new standards.
standard. The compliance dates for these rules are fast approaching. Facilities with existing equipment must demonstrate compliance to the new standards by October 2014. Envitech is already under contract with several facilities to retro-fit existing medical waste incinerator scrubbers with add-on control equipment to meet the new standards.  Stack emissions must meet substantially lower limits for Cd, Pb, and Hg. In many cases, this requires add-on controls capable of greater than 90% removal of sub-micron condensed metals. Most facilities are putting on a re-heat and filter package to remove the condensed metals. A few will use wet electrostatic precipitators (WESP) which are more expensive. The ability to meet the new rules using a re-heat and filter package has been demonstrated for lead and cadmium on a commercial and industrial waste incinerator (CISWI). The WESP capability has been demonstrated for reduction of lead emission achieved at a
Stack emissions must meet substantially lower limits for Cd, Pb, and Hg. In many cases, this requires add-on controls capable of greater than 90% removal of sub-micron condensed metals. Most facilities are putting on a re-heat and filter package to remove the condensed metals. A few will use wet electrostatic precipitators (WESP) which are more expensive. The ability to meet the new rules using a re-heat and filter package has been demonstrated for lead and cadmium on a commercial and industrial waste incinerator (CISWI). The WESP capability has been demonstrated for reduction of lead emission achieved at a 



 Kemper County Coal Gasificaton Integrated Combined Cycle (IGCC) Project. The project is a 582-megawatt power plant currently under construction. The facility will convert locally mined lignite coal into energy using a state of the art coal gasification process call Transport Integrated Gasification, or TRIGTM. The process enables a 65% CO2 reduction making green house gas emissions equivalent to similar size natural gas combined cycle power plant
Kemper County Coal Gasificaton Integrated Combined Cycle (IGCC) Project. The project is a 582-megawatt power plant currently under construction. The facility will convert locally mined lignite coal into energy using a state of the art coal gasification process call Transport Integrated Gasification, or TRIGTM. The process enables a 65% CO2 reduction making green house gas emissions equivalent to similar size natural gas combined cycle power plant
